Сравнение надежности
О сравнении способов фиксации резьбовых соединений
Самым лучшим методом оценки надежности зафиксированных соединений является проверка соединений циклическими нагрузками на специальной испытательной установке. Чем меньше будут потери в напряжении болтов, тем надежнее будут резьбовые соединения.
О проведении сравнительных испытаний по сохранению усилий сжатия при использовании разных способов фиксации
При построении кривых, отражающих сохранения усилий сжатия при разных методах фиксации, использовался испытательный стенд, сходный с установкой, изображенной на рис. 34. Закрепленный болт подвергся вертикальному давлению с помощью установки, имеющей возможность перемещения точки прилагаемого усилия специальным кулачком.
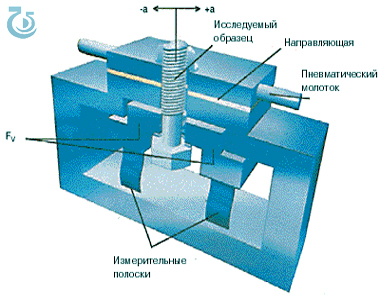
Рис. 34: Вид испытательного стенда, на котором производятся сравнительные испытания различных резьбовых соединений (проверочные испытания на вибрацию и ударную нагрузку по Юнкеру).
Пневматическими молотками создается относительное перемещение деталей, находящихся под нагрузкой, со смещением, плюс-минус «a».
Одновременно, имеющаяся предварительная FV-нагрузка в циклах нагрузки непрерывно измеряется.
Можно сравнить нагрузочные кривые, для различных фиксирующих схем.
На рис.35 видно, что среди всех видов резьбовых фиксаторов, принимавших участие в испытаниях, самые хорошие показатели по сохранению усилия сжатия показал анаэробный жидкий фиксатор. Большая часть механических методов этого испытания не выдержала. Разумеется, это вовсе не означает того, что данные методы являются неприемлемыми. Однако, при сравнении их эксплуатационных характеристик со стоимостью, использование подобных методов вряд ли можно оправдать. При использовании жидких фиксаторов не требуется никаких дополнительных расходов и усилий, в отличие от механических стопорящих элементов, так как один продукт можно использовать для резьб любых размеров и типов. Таким образом, большую часть проблем, вызванных стопорением резьб, можно решить довольно просто и экономно.
В качестве примера проблем подобного рода можно привести результаты испытаний, показанные рифленым фланцевым болтом с уплотненной поверхностью. Среди основных его недостатков можно назвать высокую стоимость, довольно большой размер площади, занимаемой опорной поверхностью фланца и неминуемые повреждения поверхностей фиксируемых деталей, расположенных рядом с опорной поверхностью болта. Имеющиеся на фланце болта пилообразные зубчики врезаются в поверхность соединяемой детали. В момент ослабления опорные поверхности повреждаются, в результате чего ограничивается их дальнейшая эксплуатация. Детали, имеющие закаленные поверхности, соединить надежно невозможно.
Рекомендуемое

Ремонтный состав Scotchkote 352 BG

Ремонтное покрытие Scotchkote EG 503 Все товары >>>
НОВОСТИ
- 19.07.2016 Ремонт роликов стенда испытания тормозов
- 11.09.2015 Руководство по пилар-беддингу
- 01.05.2012 Обновленная продуктовая линейка Scotchkote от 3M
ЧАСТО ПОКУПАЮТ

Scotchkote Epoxy Metal Repair XG 509