Уплотняющие продукты - критерии выбора
О выборе уплотняющего продукта и прокладках CIP
Осуществлять герметизацию соединения следует, используя только необходимое количество продукта, который должен наноситься валиком соответствующего размера. Когда количество нанесенного уплотнителя слишком велико, то происходит его выдавливание наружу или внутрь герметизируемого соединения. Если для анаэробов удаление излишков продукта с внешней стороны соединения является приемлемым, то для силиконов выполнение данной операции не рекомендуется, так как, по причине чрезмерного удаления материала, в некоторых зазорных соединениях может произойти разгерметизация. Лишняя часть используемого силиконового продукта, выдавливаемого внутрь, может оказаться внутри узла, а это чревато закупориванием фильтров и/или каналов.
В тех случаях, когда необходимо проведение испытания на герметичность, следует подождать не менее 45 минут и лишь после этого осуществлять тестирование, которое рекомендуется провести в течение минимального промежутка времени, используя наименьшее давление воздуха.
Прокладки отверждаемые на месте (CIP)
Основной целью использования прокладки отверждаемой на месте является формирование рабочей прокладки, выполняющей роль постоянной детали, прикрепленной к одной из соединяемых фланцевых поверхностей. Для нанесения этих прокладок используются специальные дозирующие устройства, которые с точностью формируют на фланцевых поверхностях силиконовые валики. По окончании процесса отверждения валики, в течение тридцати секунд, прилипают к поверхности одного из фланцев. Этот процесс осуществляется с использованием ультрафиолетового света. Процесс герметизации фланцевого соединения происходит после монтажа фланцевого соединения, при сжатии фланцевыми поверхностями отвержденной прокладки.
По мнению многих изготовителей прокладки, отверждаемые на месте, из-за скорости их изготовления можно причислить к наиболее крупным достижениям в сфере современных промышленных технологий. Процесс нанесения прокладок, отверждающихся на месте, позволяет достигать значительно большей точности и может происходить массово и циклически. Это происходит потому, что форма у валиков продукта строго соответствует требуемой, а нанесение их осуществляется в точно определенное место.
Из всего вышесказанного можно сделать следующий вывод: при принятии решения по использованию твердых или формирующихся материалов, использованию однокомпонентных или двухкомпонентных продуктов, выборе механизма полимеризации необходимо учитывать все факторы.
У прокладок, отверждаемых на месте, имеется множество преимуществ перед вспененными резиновыми, вырубленными резиновыми или формованными разновидностями прокладок.
Вот лишь некоторые из этих преимуществ:
- Использование несложного оборудования, обеспечивающего легкость изготовления и простоту ремонта.
- Более низкая трудоемкость при использовании герметизирующих продуктов Loctite отверждаемых на месте. В отличие от этих продуктов применение формованных или вырубленных прокладок, а также фиксация их на чувствительных к сжатию поверхностях, нерентабельно и трудоемко.
- Повышенное качество, получаемое благодаря современному автоматизированному дозирующему оборудованию, с помощью которого формирование происходит с идеальной точностью.
- Понижение расходов на складирование. Одним из существенных недостатков обычных вырубленных прокладок является их использование только на конкретных соединениях, в связи с чем необходимо их большое разнообразие, что, в свою очередь, приводит к затовариванию складов. Потребность в создании складских запасов исчезает при использовании уплотняющих продуктов отверждаемых на месте и наносимых на детали непосредственно в процессе монтажа.
- Гибкость производственного процесса: применяя дозирующие автоматы можно быстро перестраивать процесс производства, осуществлять оперативную разработку и изготовление деталей новых образцов.
Прокладки, отверждаемые на месте, перед сборкой необходимо полимеризовать. Осуществить эту операцию можно либо быстро, с использованием ультрафиолетового света, либо медленно, в течение одной-двух недель. Во втором случае процесс отверждения происходит во влажной среде. Для предприятий, имеющих малый объем производства, больше подходит медленный метод отверждения, не требующий использования дорогостоящего оборудования. Однако при выборе данного метода существует риск загрязнения или повреждения деталей во время процесса полимеризации. Этим объясняется то, что на практике преимущественно используется ультрафиолетовый 30-секундный метод полимеризации. Необходимо учитывать и тот момент, что по причине короткого времени отверждения, снижаются требования к хранению деталей.
Критерии выбора уплотняющего продукта
Перечень первичных факторов, влияющих на выбор уплотняющего продукта:
- Требуемый тип герметика;
- Условия выполнения работ;
- Вид герметизируемого фланцевого соединения;
- Тип используемой рабочей жидкости.
Возможно возникновение необходимости рассмотрения других характеристик продукта или каких-либо специфических производственных процессов.
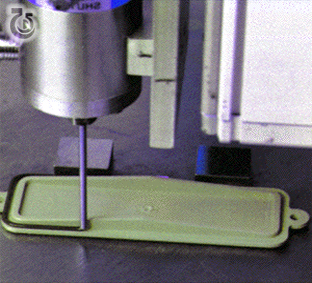
Рис. 1: При дозировании силиконовых прокладок, отверждаемых на месте, для получения валика с неизменной высотой требуется осуществление тщательного контроля и за дозирующим оборудованием и за материалом.
ПРОКЛАДОЧНЫЕ МАТЕРИАЛЫ – служат для обеспечения жидкостно-плотной герметизации во фланцевых соединениях.
|
Тип герметика |
Формирующиеся на месте |
||||
|
Тип фланцевого соединения |
Жесткий |
Эластичный |
|||
|
Механизм отверждения |
Анаэробный |
Влажностный |
|||
|
Скорость отверждения |
Умеренная |
Быстрая |
Медленная |
Медленная |
|
|
Время образов. поверхн. пленки |
Не определено |
30 мин. |
10 мин. |
||
|
Температуростойкость |
200oC |
150oC |
250oC |
200oC |
|
|
Мгновенность герметизации |
Ограниченная |
Превосходная |
Ограниченная |
Ограниченная |
|
|
Маслостойкость |
Превосходная |
Ограниченная |
Превосходная |
||
|
Стойкость Вода / Гликоль |
Хорошая |
Ограниченная |
Превосходная |
||
|
Цвет |
Розовый |
Красный |
Меднокрасный |
Серый |
|
|
Продукт |
510 |
5205 |
5206 |
5920 |
5699 |
|
Системы нанесения |
|||||
|
Ручная |
Кат. номер 97002 |
||||
|
Автоматическая |
Обратитесь в Germeticus для получения информации |
||||
|
Специальные возможности |
Трафаретная печать |
Нанесение валиком |
|||
|
УФ полимеризация |
нет
|
||||
|
Тип герметика |
Формирующиеся на месте |
Отверждающиеся на месте |
||
|
Тип фланцевого соединения |
Гибкий |
Жесткий/ Эластичный |
||
|
Механизм отверждения |
Влажность |
УФ |
||
|
Скорость отверждения |
Медленная |
30 сек. |
||
|
Время образов. поверхн. пленки |
10 мин. |
5 мин. |
20 мин. |
5 сек. |
|
Температуростойкость |
200oC |
200oC |
||
|
Мгновенность герметизации |
Превосходная |
Ограниченная |
Превосходная |
|
|
Маслостойкость |
Превосходная |
Нет |
||
|
Стойкость Вода / Гликоль |
Превосходная |
Умеренная |
Хорошая |
|
|
Цвет |
Серый |
Черный |
Прозрачный |
|
|
Продукт |
5999 |
5900 |
5910 |
5960 |
|
Системы нанесения |
||||
|
Ручная |
Кат. номер 97002 |
|||
|
Автоматическая |
Обратитесь в Germeticus для получения информации |
|||
|
Специальные возможности |
Нанесение валиком |
|||
|
УФ полимеризация |
Нет |
Обратитесь в Germeticus для получения информации |
||
Ручной дозатор – специальная емкость для размещения продукта. Регулировку количества и давления продукта осуществляет оператор.
Автоматический дозатор - устанавливаются все параметры; применяется в роботизированных / автоматизированных системах нанесения. Чтобы получить больше информации по данному изделию необходимо связаться с представителями региональных отделений корпорации Loctite.
Рекомендуемое

Ремонтный состав Scotchkote 352 BG

Ремонтное покрытие Scotchkote EG 503 Все товары >>>
НОВОСТИ
- 19.07.2016 Ремонт роликов стенда испытания тормозов
- 11.09.2015 Руководство по пилар-беддингу
- 01.05.2012 Обновленная продуктовая линейка Scotchkote от 3M
ЧАСТО ПОКУПАЮТ

Scotchkote Urethane Coating 165HB