Антикоррозийные покрытия. Тестирование
Тестирование покрытий на основе полиуретанов и эпоксидных смол
Снижают ли защитные покрытия коррозию и износ?
В настоящее время промышленностью выпускаются и предлагаются потребителям большое количество различных продуктов, напыляемых и наносимых на рабочие поверхности с помощью шабера или кисти. Согласно утверждениям производителей, данные продукты способны значительно снизить износ и коррозию обработанных ими изделий и оборудования. До настоящего времени убедиться в действительности или ложности данных утверждений потребители насосов могли исключительно методом проб и ошибок. KSB, с целью получения наиболее полного представления о технологии получения предлагаемых покрытий, в германском городе Pegnitz (Пегниц), в специальной лаборатории, занимающейся исследованием материалов, была проведена обширная серия необходимых испытаний. Специалисты Bernd Schramm (Берндт Шрамм), Anja Dwars (Аня Дварс) и Andreas Kuhl (Андреас Кюль) занимались данными исследованиями, с последующим закреплением их результатов.
|
Рисунок 1. Деталь корпуса водяного насоса (верхняя часть) с нанесенным на нее защитным покрытием, созданным на основе из эпоксидных смол, для тестирования. |
|---|
При гидравлическом и структурном решении насосов учитывается воздействие на них механических, а также температурных напряжений. Помимо этого, перекачиваемая жидкость оказывает воздействие на все поверхности, смачиваемые водой. Различные жидкости, имея различный состав, воздействуют на рабочие поверхности по-разному. В результате таких (преимущественно отрицательных) воздействий на поверхностях возникают абразивные, коррозионные и кавитационные повреждения. В производстве деталей насосов охлаждающей, питьевой воды и насосов, откачивающих сточные воды, при выборе которых основными критериями являются работоспособность, доступность и невысокая стоимость, как правило, используются низколегированная сталь и серый чугун.
Однако ввиду своей недостаточной прочности и стойкости, данные материалы, в процессе перекачки жидкостей с агрессивными составляющими или жидкостей, содержащих различные твердые частицы, начинают функционировать на предельных режимах, о чем впоследствии наглядно свидетельствуют многочисленные повреждения, образующиеся на гидравлических деталях, таких, например, как спиральный кожух или рабочее колесо. Для того чтобы потребители сталкивались с подобными неприятностями как можно реже и во избежание необходимости закупки нового оборудования, в производстве которого использовались дорогостоящие нержавеющие стали, современной промышленностью, в качестве альтернативных вариантов, предлагается широчайший спектр специальных защитных покрытий. Но тут перед потребителем встает проблема несколько иного плана, возникающая из-за того, что на практике подходящее по всем нужным параметрам покрытие подобрать довольно сложно, ибо для этого требуется выполнить множество различных условий, ограничивающих выбор.
Основные определяющие критерии
К основным определяющим критериям, учитываемым при исследовании покрытий, относят:
- Химическую стойкость к среде в условиях используемых рабочих температур;
- Геометрическую проникаемость компонентов в процессе нанесения покрытий;
- Технологичность покрытия в зазорах, а также на уплотнительных поверхностях;
- Аттестацию покрытий на возможность контактирования с питьевой водой.
Потребителям необходимо среди имеющихся типов и сортов покрытий выбрать такие, которые будут полностью соответствовать всем текущим требованиям. Рекламные словари производителей полны выражений типа «исключительная защита от износа», «потрясающая коррозийная устойчивость», «кавитационноустойчивое», «износостойкое» и им подобными, однако помогают подобные приемы довольно слабо. Для реальной оценки пригодности тех или иных покрытий к использованию в насосах, множество подобных продуктов в KSB были подвержены испытаниям на кавитацию и износ.
Две группы защитных покрытий
Все покрытия, о которых говорилось в начале, в зависимости от наличия в их составах базовых органических связующих, можно грубо распределить по двум отдельным категориям: категорию полиуретанов и категорию эпоксидных смол.
|
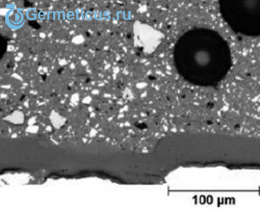
Рисунок 2. Поперечный разрез защитного покрытия Thortex Cerami Tech FG на котором можно четко видеть светлые частицы керамики светлого цвета в эпоксидной матрице (серого цвета) с черными пузырьками воздуха. |
|---|
|
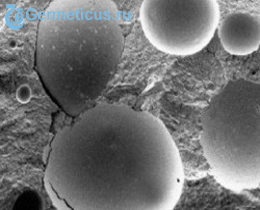
Рисунок 3. На микрофотографии, полученной сканирующим электронным микроскопом поверхность излома нанесенного покрытия (компаунда ARC МХ2). Видны корундовые сферы, заполняющие эпоксидную матрицу. |
|---|
|
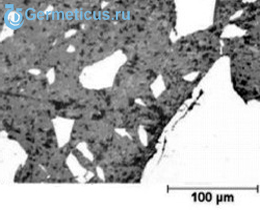
Рисунок 4. На поперечном разрезе нанесенного покрытия (компаунда SiConit) видны находящиеся в эпоксидной матрице серого цвета частицы карбида кремния (светлого цвета). |
|---|
Связующие на основе из эпоксидных смол
Большая часть покрытий, использованных при тестированиях, входят в группу эпоксидных смол (смотри таблица 1, рисунок 1). Чтобы повысить износостойкость в их состав вводятся твердые керамические частицы (карбид кремния, окись алюминия и др.). Отдельные группы можно различить по используемым для их формирования системам эпоксидная смола-отвердитель, а также по количеству, составу и фракционному составу применяемой твердой фазы или присадок (представляющих собой очень твердые частицы, получаемые из керамических материалов). Ускоритель затвердевания (отвердитель) непосредственно перед нанесением перемешивается с эпоксидной смолой. По завершении процесса нанесения покрытие твердеет при комнатной температуре. Материал покрытий может иметь разную вязкость и зависит от различных используемых добавок, а также от размеров, количественного состава и типа твердой фазы. Наносятся компаунды методом напыления, шабером или кистью. Так как всегда в их составе присутствуют частицы керамики, эти продукты нередко неправильно именуют «жидкой керамикой» или «керамическими покрытиями». Если выражаться более точно, то все они являются композитами в полимерной матрице, в которых содержатся твердые частицы.
Таблица 1. Тестируемые покрытия, произведенные на основе из эпоксидных смол
|
Название |
Наполнитель |
Нанесение |
|
Частицы карбида и керамики |
Шпатель |
|
|
Частицы карбида и керамики |
Кисть/шпатель |
|
|
Частицы карбида и керамики |
Шпатель |
|
|
Частицы карбида и керамики |
Кисть/валик |
|
|
Частицы карбида и керамики |
Кисть/шпатель |
|
|
ARC 855 |
Частицы керамики |
Кисть/валик |
|
ARC MX 2 |
AI2O3 |
Шпатель |
|
Proguard X |
Частицы керамики |
Напыление/валик |
|
CeramKote 54 N |
Частицы керамики |
Напыление/валик |
|
CeramKote 54 HY |
Частицы керамики |
Напыление/валик |
|
VK2000TF |
AI2O3 |
Напыление/валик |
|
VK2001 |
SiC |
В а л и к/к и сть/ш п ате л ь |
|
RH 791 |
Кварц |
В а л и к/к и сть/ш п ате л ь |
|
RH 855 |
SiC < 0,5 мм |
В а л и к/к и сть/ш п ате л ь |
|
RH 1233 |
AI2O3 < 0,5 мм |
В а л и к/к и сть/ш п ате л ь |
|
RH 1867 |
AI2O31-2 мм |
В а л и к/к и сть/ш п ате л ь |
|
RH 1930 |
SiC + AI2O3 |
В а л и к/к и сть/ш п ате л ь |
|
REPA 1 |
нет информации |
В а л и к/к и сть/ш п ате л ь |
|
SiConit |
SiC + AI2O3 |
Шпатель |
|
SiCast EP 135 |
SiC |
Поливка |
Таблица 2. Тестируемые покрытия, произведенные на основе полиуретанов
|
Название |
Наполнитель |
Нанесение |
|
RH 1230 |
нет информации |
|
|
RH Poli |
нет информации |
|
|
Пигменты и окись кремния |
Шпатель |
|
|
нет информации |
Кисть |
|
|
Metalline 560 |
нет |
Кисть/полив/напыление |
|
Metalline 580 |
Нет |
Кисть/полив/напыление |
|
Metalline 590 |
Нет |
Кисть/полив/напыление |
Несколько образцов сформировавшихся покрытий приведены на рисунках 2-4. Cerami Tech FG (материал, изображенный на рисунке 2) является типичным примером покрытия, наносимого посредством валика или кисти. Помимо небольшого количества частиц крупного размера (приблизительно 100 рм) и пузырьков воздуха, имеющих сферическую форму, в матрице можно наблюдать множество мелких керамических частиц. Обычно толщина слоя составляет порядка нескольких сотен микрон. В представленном на рисунках 3, 4 материале содержится большее количество крупных керамических частиц, поэтому наносить данный материал можно исключительно с использованием шпателя (мастихина или лопатки). По причине большего размера частиц, присутствующих в данных материалах, они должны наноситься слоем толщиной как минимум в 3 миллиметра.
|
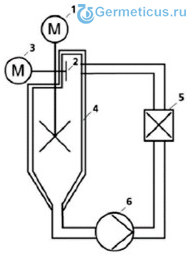
Рисунок 5. Схема специальной установки (упрощенный вариант), разработанной для проведения испытаний различных защитных покрытий на ударную износостойкость. |
|---|
Полиуретановые связующие
Этот класс составляют покрытия с основой из полиуретана. Их наносят методом напыления, полива или кистью (метод нанесения определяется их составом, а также применяемыми добавками). Полиуретаны, в которых полностью отсутствуют твердые частицы, обычно применяются для предотвращения износа. Их эластичность (как при использовании смол) позволяет гасить кинетическую энергию, неизменно образующуюся при соударении твердых частиц, значительно снижая скорость износа. Исследовались два типа полиуретановых покрытий (смотри таблицу 2):
- Полиуретановые покрытия, упрочненные (подобно эпоксидным покрытиям) твердой фазой;
- Полиуретановые покрытия без упрочнения твердой фазой (подобно резиновым слоям).
Устойчивость к кавитации и износу
В процессе определения устойчивости к кавитации и износу были использованы кавитационная мельница и установка, созданная специально для изучения ударного износа. Исследований по коррозии не проводилось, так как реакция покрытия на коррозию определяется используемым полимером, при этом повреждения полимерного слоя не происходит. Данной теме было посвящено много специальной литературы. Куда более заметное влияние оказывают поврежденные участки покрытий и трещины, которые неизменно способствуют образованию внутренней коррозии. В этом плане реальную опасность представляют химически активные среды, которые используются на всех действующих химических предприятиях.
Таблица 3. Химсостав литейных материалов, подвергнутых тестированию (вес %)
|
1 Материал |
С |
Si |
Мп |
Сг |
N1 |
Мо |
Cu |
Прочие |
|
Norihard |
2,6 |
0,6 |
0,7 |
15 |
|
2,6 |
|
|
|
Noridur |
<0,04 |
<1,5 |
<1,5 |
25 |
6 |
2,5 |
3 |
N |
|
Noricrom |
1,5 |
<1,0 |
<1,0 |
40,5 |
6 |
2,5 |
<1,2 |
N |
Таблица 4. Скорость изнашивания покрытий
|
Название |
Основа |
Наполнитель |
Скорость износа (мм2/кДж) |
|
JL 1040 |
- |
- |
5 |
|
Эпоксидная смола |
Частицы карбида и керамики |
8,2 |
|
|
ARC MX2 |
Эпоксидная смола |
AI2O3 |
7,8 |
|
SiConit |
Эпоксидная смола |
SiC + AI2O3 |
2,8 |
|
Metalline 560 |
Полиуретан/полиэфир |
нет |
2,7-5,0* |
|
Metalline 580 |
Полиуретан/полиэфир |
Нет |
5,5-5,7* |
|
Metalline 590 |
Полиуретан/полиэфир |
Нет |
4,9-5,8 |
* Определяется толщиной слоя покрытия
Ударный износ
В процессе определения степени устойчивости разных продуктов к разрушительным воздействиям твердых частиц, присутствующих в перекачиваемых жидкостях, производились опыты по ударному износу образцов, имеющих покрытие. Смесь воды и песчинок, имеющих острые грани (сито 80 рм; кварц), со скоростью 15 метров в секунду под углом атаки в 45 градусов (на рисунке 5 изображены части установки, где цифрой 1 обозначен мотор мешалки; цифрой 2 - диск, на котором размещен образец; цифрой 3 - мотор образца; цифрой 4 - бак, в котором содержится суспензия; цифрой 5 - индуктивный расходомер; цифрой 6 - центробежный насос, работающий с переменной скоростью) набрызгивалась на образец. По завершении процесса набрызгивания для определения объемных потерь образца осуществлялось вычисление энергетической скорости износа, для чего использовалась следующая формула:
Ve= (∆m/p*Ekin)*1000
в которой: буквы Ve обозначают энергетическую скорость износа, измеряемую в куб.мм/кДж, буквы Лт обозначают потерю веса образца, измеряемую в граммах, буква р обозначает плотность материала (покрытия), измеряемую в г/куб.см, a буква Ekin обозначает кинетическую энергию использованных при испытаниях частиц песка, измеряемую в кДж.
Конечные результаты
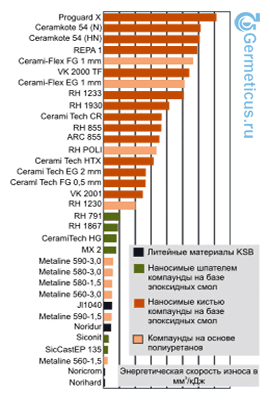
На диаграммах, изображенных на рисунках 6, 7 показаны результаты, полученные после проведения испытаний тестируемых покрытий на ударное изнашивание. Для сравнения указаны значения энергетических скоростей изнашивания литейных материалов: белый чугун KSB Norihard (GX250CrMo15-3), износо- и коррозионноустойчивая трехслойная нержавеющая сталь Noricrom 1.4575 (GX150CrNiMoCuNH41-6-2), 2-х слойная нержавеющая сталь Noridur 1.4593 (GX3CrNiMoCuN24-6-2-3) (смотри таблицу 3) и JL1040 (прежнее наименование GG25) - серый литейный чугун.
Как показывает практика, на скорость, с которой происходит износ покрытий, влияет фактор называемый «эффектом обкатки» (когда первоначально высокая скорость износа во время проведения теста постепенно снижается, приобретая постоянное значение). Именно поэтому в процессе наблюдений, с целью получения сравнимых значений скоростей износа, испытание некоторых из покрытий (после 2-х часового предварительного ударного износа) продолжалось в течение дополнительного времени.
Данное явление подтверждает то, что первоначально происходит разрушение мягкого полимера, после которого остается измененная поверхность. Только потом происходит «отмывание» твердых частиц и керамические частицы начинают проявлять реальную износостойкость. В компаундах, наносимых с помощью шпателя, содержится большое количество твердых крупных частиц, благодаря чему они демонстрируют хорошо заметный эффект отмыва, по завершении которого крайне медленно снижается скорость их износа.
|
Рисунок 6. Результаты тестирований покрытий на ударную износостойкость. |
|---|

|
Рисунок 7. Значения, установившиеся при испытательных тестах на ударную износостойкость (после двухчасового предварительного ударного износа: 45°.15 м/с. SO рм), наглядно демонстрируют свойства разнотипных защитных покрытий. |
|---|
Покрытия, которые наносятся кистью (благодаря чему с ними проще работать), подобным поведением не обладают. В процессе проведения испытания они продолжают сохранять первоначально высокий уровень износа. Все это свидетельствует о том, что твердые мелкие частицы не могут обеспечить надежную защиту. Среди полиуретановых покрытий чистый, ничем не упрочненный полиуретан имеет минимальную скорость износа. Вместе с тем у разных твердых наполнителей сопротивление износу заметно выше аналогичных показателей большинства материалов на эпоксидной основе. Только указанные в таблице 4 покрытия, имеют сопротивления износу сравнимые с такими же показателями у металлов, например, таких как Nondur 1,4593 (серый литьевой чугун).
Результаты, полученные после проведенных испытаний, позволяют сделать следующие однозначные выводы:
- У различных покрытий существенно различается сопротивление к износу, создаваемому твердыми частицами;
- В большинстве случаев скорости износа значительно выше скорости износа для JL1040 (серого литьевого чугуна);
- Покрытий, обладающих такой скоростью износа, которая хотя бы отдаленно была сопоставима со скоростью износа Nonhard (белого чугуна), не существует (смотри рисунок 7.
|
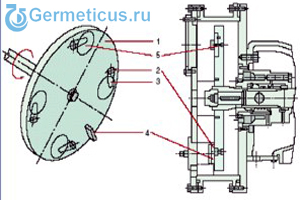
Рисунок 8а. Схема кавитационной мельницы, где: цифрой 1 обозначен вращающийся диск; цифрой 2 - просверленное отверстие, через которое создается кавитации; цифрой 3 - полосы кавитационных пузырьков; цифрой 4 - зафиксированный образец; цифрой 5 - образец, который вращается.
|
|---|
|
Рисунок 8b. |
|---|
Значение практической важности
Для наиболее верного толкования полученных результатов, с целью последующего использования их на практике, надлежит учитывать следующее:
- Полученные результаты являются лишь сравнением степеней сопротивления ударному износу.
- В процессе измерения скоростей износа не учитывалось влияние коррозии.
В данных условиях скорость, с которой происходит изнашивание Noridur 1,4593 несколько ниже скорости, при которой изнашивается серый литейный чугун, а это полностью не соответствует практическому опыту. На практике для решения многих проблем, связанных с износом, литейный чугун заменялся нержавеющей сталью, так как материалы насоса, функционирующие в реальных условиях, одновременно подвергаются различным видам нагрузок, например, таким как напор, коррозия, износ твердыми частицами и кавитация. В связи с малым сопротивлением литейного чугуна коррозионная составляющая представляет первостепенный интерес. Например, при перекачке жидкости, обладающей слабым коррозионным действием, часто происходит эрозионно-коррозионное повреждение поверхности рабочих колес, произведенных из серого чугуна. Происходит механическое истирание защитного слоя материала, в результате чего металл начинает ускоренно коррозировать. Процесс эрозионной коррозии может быть значительно усилен из-за твердых механических примесей, присутствующих в небольших количествах. Материалы, обладающие повышенным сопротивлением коррозии, в таких ситуациях способны устранить «проблему износа», в действительности являющуюся проблемой коррозии. Покрытия в подобных случаях могут стать наиболее подходящим решением, по крайней мере до наступления того момента, пока они способны предохранять поверхность металла от коррозии. В ситуациях, когда испытываемая нагрузка является чисто гидроабразивной, защитная функция покрытий значительно снижается, поскольку процесс их изнашивания происходит гораздо быстрее, чем износ самого серого чугуна.
Воздействие кавитации
Покрытые образцы подвергались сравнительным испытаниям на кавитационную устойчивость на кавитационной мельнице (рисунок 8). В ходе проводимых ранее исследований было достоверно установлено, что воздействие высокоинтенсивной кавитации может привести к очень быстрому скалыванию покрытия. Нагрузка при испытаниях поддерживалась на низком уровне, а полоса пузырьков имела ограниченную длину - 40 миллиметров. С целью определения пределов кавитационной устойчивости покрытий замерялось время, в течение которого как минимум на 2 из 4-х испытываемых образцов начинал происходить процесс скалывания или время, в течение которого происходило внезапное повышение скорости потери массы, вызванное отламыванием от поверхности крупных кусков.
|
Рисунок 9a. |
|---|

|
Рисунок 9b. |
|---|

|
Рисунок 9c. |
|---|

|
Рисунок 9d. |
|---|

|
Рисунок 9e. |
|---|

Результаты
В покрытиях, основным компонентом которых были эпоксидные смолы, содержащие мелкие упрочняющие частицы, наносимых методом распыления или посредством кисти слоем не толще 1-го миллиметра, образование раковин происходило за несколько часов. Последующее увеличение кавитационной нагрузки влекло за собой отделение крупных кусков покрытия от материала образца (рисунок 9, а и b). При испытаниях наносимых шпателем толстых покрытий, с крупными упрочняющими частицами, происходил процесс ускоренного вымывания частиц на поверхности, что вызывало высокую высокоскоростную потерю массы образцом (рисунок 9, с). Процесс выхода из строя полиуретановых покрытий, содержащих в своем составе твердые частицы, происходил со скоростью, аналогичной скорости выхода из строя покрытий, созданных на основе из эпоксидных смол (рисунок 9, е). Заметно большее сопротивление кавитации наблюдалось лишь у неупрочненных полиуретановых покрытий только одного производителя.
Однако даже у этих покрытий при выдержке на протяжении ста часов при 45-ти миллиметровой длине полосы кавитации происходило образование типичных раковин (рисунок 9 d). Помимо этого, было зафиксировано снижение адгезии испытуемых покрытий к материалам используемых образцов. Тут следует отметить тот факт, что отслоения материала покрытия не происходило, оно продолжало сохранять свои главные защитные свойства, не давая разрушаться основному материалу. В таблице под номером 5 можно увидеть полученные результаты.
Таблица 5. Результаты, которые были получены после испытаний различных покрытий на кавитацию
|
Название покрытия |
Время до разрушения (ч)/число образцов |
Уровень |
|
VK 2000 TF |
1 ч / 4 |
Неудовлетворительный |
|
VK 2001 |
2,5 ч/2 |
Неудовлетворительный |
|
4 ч / 2 |
Неудовлетворительный |
|
|
5 ч / 4 |
Неудовлетворительный |
|
|
Proguard X |
1 ч / 4 |
Неудовлетворительный |
|
5 ч / 3 |
Неудовлетворительный |
|
|
Polymerguss VE 200 |
4,5 ч / 4 |
Неудовлетворительный |
|
Metaline 560 |
100 ч / 2 |
Хороший |
|
Metaline 590 |
45 ч / 2 |
Хороший |
|
Рис 10а. Изображение рабочего колеса UPA, изготовленного из сплава CuSn 10-С; на фотографии показаны результаты воздействия кавитации - происходит выкрашивание покрытия Belzona 1321. |
|---|

|
Рис. 10b. Крупным планом показаны кавитационные повреждения. |
|---|
Практическая важность
В ходе проведенных тестовых испытаний было установлено, что тестируемые покрытия способны создать защиту от кавитации, которая ненамного превышает номинальную. В воспроизведенных в данных испытаниях «мягких» условиях на таких материалах, как CuSn 10 (бронза) и 1,4408 (сталь литейная аустенитная нержавеющая GX5CrNiMo19-11-2) признаков повреждения не наблюдалось даже по прошествии 180-ти часовой выдержки. Однако как при оценке результатов проведенных испытаний на износ, так и при оценке полученных результатов в ходе испытаний на кавитацию следует учитывать то, что в реальных условиях всегда существует комбинация напряжений и нагрузок. Например, в случае с литейным чугуном возникающие на практике повреждения, как правило, являются последствиями воздействия кавитационной коррозии и использование хорошего покрытия способно реально изменить подобную ситуацию в лучшую сторону, по меньшей мере, в течение того периода, пока это покрытие будет способно противостоять имеющимся нагрузкам и пока не начнется процесс выкрашивания. Результаты позволяют однозначно утверждать, что наилучшие результаты показывают неупрочненные, гибкие полиуретановые покрытия. Так как на практике реальную интенсивность кавитации определить трудно, то наилучшим выбором, с сугубо технической точки зрения, станут рабочие колеса, сделанные из нержавеющей стали.
Примеры из практики
Воздействие кавитации на поверхность рабочего колеса скважинного подводного насоса
Ремонт рабочего колеса от погружного скважинного насоса, с признаками небольшого кавитационного повреждения, был произведен путем нанесения покрытия, созданного на базе эпоксидных смол, наполненных керамическими частицами (Belzona 1321), после чего оно было возвращено в строй, продолжая использоваться в прежних рабочих условиях. По прошествии двух лет было установлено, что произошло значительное выкрашивание покрытия, вызванное имеющейся кавитацией. Показанные на рисунках 10а, 10Ь повреждения подтверждают результаты, полученные в ходе испытаний на кавитационную стойкость. Покрытие, находясь внутри кавитационной зоны, вначале становится шероховатым, затем снижается его адгезия, после чего происходит его выкрашивание.
Сточные воды, содержащие большое количество твердых включений
На деталях насосов SEWATEC Е 125-315 по прошествии двух лет работы на станции, осуществляющей перекачку сточных вод, образовались значительные эрозионно-коррозионные повреждения, а в крышках выпуска, изготовленных из литьевого серого чугуна (рисунок 11а) образовались сквозные дыры. Причиной образования подобных повреждений стала твердая фракция и поднимаемый песок в сочетании с нерентабельным рабочим режимом на малых расходах.
|
Рисунок 11a. |
|---|

|
Рисунок 11b. |
|---|

|
Рисунок 11c. |
|---|

С целью устранения неисправностей, рабочие колеса, корпуса и крышки выпуска были покрыты компаундом ARC МХ2, наносимым шпателем. По прошествии 6474 часов работы вышеперечисленные детали заметных потерь материала не претерпели, если не учитывать незначительного выкрашивания, вызванного камешками (рисунки 11b и 11с). Было очевидно, что за все время использования восстановленного оборудования никакой коррозии под нанесенным покрытием химически нейтральная коррозионная среда образовать не смогла.
Подведение итогов
В процессе обработки твердыми абразивными частицами было установлено, что хорошую износостойкость имеют только те слои наносимых шпателем компаундов и неупрочненных полиуретановых покрытий, которые имеют достаточную толщину (таблица 4).
Однако при функционировании в условиях кавитации происходит быстрое разрушение всех покрытий. Соответственно, применение в подобных условиях органических покрытий не рекомендуется. Использование неупрочненных полиуретановых покрытий позволит получить определенные улучшения, но лишь при очень низкой кавитации.
Успешно использовать органические покрытия можно лишь на легкодоступных поверхностях, на которых имеются возможности для правильной подготовки основания и правильного нанесения покрытия. В противном случае наносимое покрытие будет плохо контактировать с металлической подложкой. Так, выполнить достаточно хорошо покрытие узких спиральных кожухов и узких каналов рабочего колеса невозможно. Необходимо уделять особое внимание рекомендациям производителей, касающихся стойкости покрытий по отношению к рабочим температурам и перекачиваемым средам.
Следует проводить регулярную инспекцию покрытий, что позволит предотвратить повреждение материала основы и произвести безотлагательный ремонт поврежденного покрытия.
Рекомендуемое

Ремонтный состав Scotchkote 352 BG

Ремонтное покрытие Scotchkote EG 503 Все товары >>>
НОВОСТИ
- 19.07.2016 Ремонт роликов стенда испытания тормозов
- 11.09.2015 Руководство по пилар-беддингу
- 01.05.2012 Обновленная продуктовая линейка Scotchkote от 3M
ЧАСТО ПОКУПАЮТ

Scotchkote Urethane Coating 165HB