Конвейерные ленты. Стыковка, ремонт. Часть 2
Конвейерные ленты. Стыковка и ремонт конвейерных лент. Часть 2
Конвейерные многослойные резиново-тканевые ленты. Стыковка и восстановительный ремонт с использованием метода холодной вулканизации. Часть 2
Процесс подготовки нижней ленточной части
|
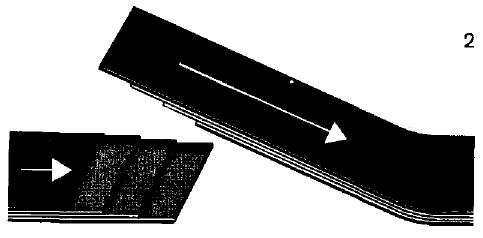
Рисунок 2. |
|---|
|
Рисунок 3. |
|---|
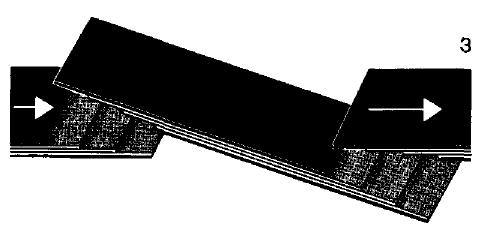
Наложить концы конвейерной ленты один на другой, делая это таким образом, чтобы верхняя часть располагалась против направления перемещения ленты (рисунки 2 и 3). Сделать отметки на верхней и нижней ленточных частях.
|
Рисунок 4 |
|---|
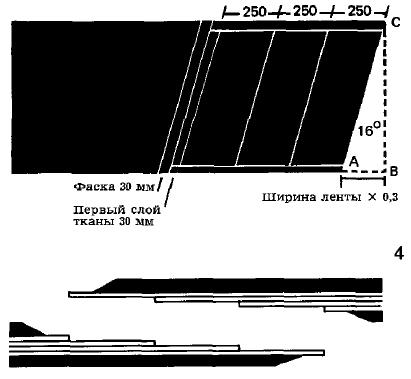
1. По краю конвейерной ленты под углом в 90 градусов провести линию СВ. (рисунок 4).
Затем выполнить косые срезы, под углом, который определяется путем умножения ширины ленты на 0,3. Результат приблизительно равен 16 градусам.
2. По нижней (нерабочей) стороне конвейерной ленты, отступив 30 миллиметров от конца ленты, провести линию, которая должна быть параллельна косому срезу. Края ленты, которые следует оставить нетронутыми, необходимо наметить. Потом надрезать «Кнейп» ножом отмеченную тридцати миллиметровую полосу и сорвать ее клещевым ТИП-ТОП захватом (или обычными клещами). Края выровнять.
|
Рисунок 5 |
|---|

После этого, для последующего покрытия стыкового зазора, следующие 30 миллиметров ленточной обкладки, отметить и скосить параллельно косому срезу, используя 6-ти дюймовый нож (рисунок 5).
3. На верхней (рабочей) стороне конвейерной ленты выполняются следующие операции:
а) Отметить длину для последующего соединения параллельно косому срезу (согласно таблице). На расстоянии 30-ти миллиметров от этой линии параллельно косому срезу прочертить вторую линию. Резиновые кромки ленты очертить до края конвейерной ленты.
б) Полосу шириной 30 миллиметров, прочерченную на резиновой обкладке, необходимо надрезать «Кнейп»-ножом, стараясь в процессе выполнения этой операции не повредить кромки и ткань, после чего сорвать эту полосу клещевым ТИП-ТОП захватом (или обычными клещами).
|
Рисунок 6 |
|---|
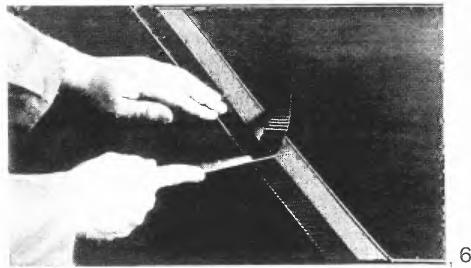
в) Соседний 30-ти миллиметровый участок скосить 6-ти дюймовым ножом параллельно сорванной полосе (рисунок 6).
г) Надрезать «Кнейп»-ножом ленточную обкладку, вдоль очерченной линии краев конвейерной ленты.
|
Рисунок 7 |
|---|

Обкладку надрезать узкими полосами, от оголенной тканевой полосы до конца конвейерной ленты, после чего сорвать клещами (рисунок 7). Уровнять ленточные края.
д) В 30-ти миллиметрах от фаски на ткани провести линию, расположив ее параллельно косому срезу.
|
Рисунок 8 |
|---|

Специальным ножом, предназначенным для надрезки ткани, первый слой ткани осторожно надрезать вдоль этой линии (рис. 8).
|
Рисунок 9 |
|---|

е) Пользуясь тупой отверткой или слоеподъемным инструментом, слегка отделить ткань в направлении конца ленты (рисунок 9).
|
Рисунок 10 |
|---|

ж) По окончании надрезки отделенной ткани клещевым ТИП-ТОП захватом (или обычными клещами) полосами сорвать первый тканевый слой (рисунок 10).
з) Очертить и надрезать последующие тканевые слои и сорвать согласно ранее приведенной таблицы.
|
Рисунок 11 |
|---|
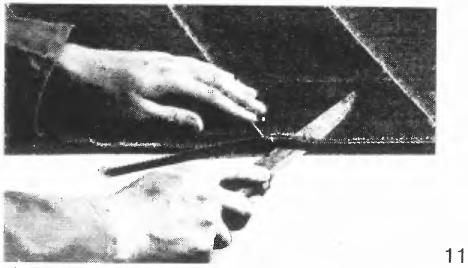
и) Ленточные края подровнять в соответствии с уровнями тканевых ступеней (рисунок 11).
Процесс подготовки верхней ленточной части
1. Ленточные концы уложить один на другой таким образом, чтобы ленточные края в точности совпадали. Произвести фиксацию обоих концов струпцинами таким образом, чтобы исключить их возможное перемещение. Края верхнего тканевого слоя нижней части ленты переместить на верхнюю ее часть для выполнения косого среза.
Перенести, соблюдая предельную точность, ступени ткани нижней ленточной части на верхнюю ее часть.
|
Рисунок 12 |
|---|
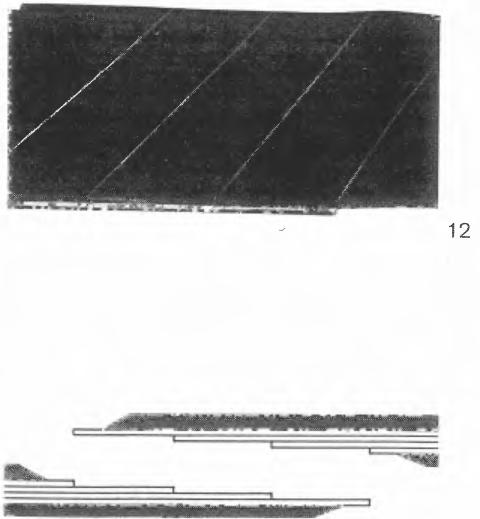
Легким надрезом (с помощью ножа) или обычной шариковой ручкой сделать отметки на обоих ленточных краях (рисунок 12 с эскизом).
2. Струпцины снять — отогнуть нижнюю часть.
Наметить линию для выполнения косого среза.
3. Выполнить операции на рабочей стороне, аналогично тому, как было указано ранее (смотри выше) для незадействуемой стороны нижней части.
4. Верхнюю часть отогнуть и обработать нерабочую сторону аналогично тому, как была обработана рабочая сторона нижней ленточной части. Соблюдение точных размеров ступеней ткани всегда является необходимым условием!
Контрольные мероприятия:
Совместить оба ленточных конца, проверить точность совпадения ступеней ткани и стыков, подправляя их (при необходимости). Помимо этого, необходимо проконтролировать, чтобы края обоих ленточных концов располагались на одной прямой линии.
Процесс соединения обеих стыковых поверхностей
1. Используя круглую проволочную щетку, осторожно отшероховать (включая стыковые зазоры), всю соединяемую поверхность. При этом ткань не должна повреждаться. Пыль удалить с помощью сухой щетки.
2. Смешать клей марки SC с отвердителем RP. Один сорокаграммовый флакон отвердителя RP используется для одной банки клея SC 2000, массой в 500 грамм.
|
Рисунок 13 |
|---|
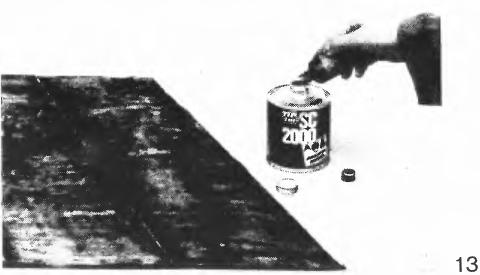
Налить отвердитель в банку, содержащую клей SC 2000 и хорошо перемешать содержимое (рисунок 13).
Внимание: Клеевую смесь (клей марки SC 2000 с RF отвердителем) необходимо использовать в течение двух часов.
Расход на один квадратный метр соединяемых поверхностей:
Для обработки каждого слоя смазки необходимо затратить около одного килограмма клея марки SC 2000 (содержащего отвердитель).
|
Рисунок 14 |
|---|
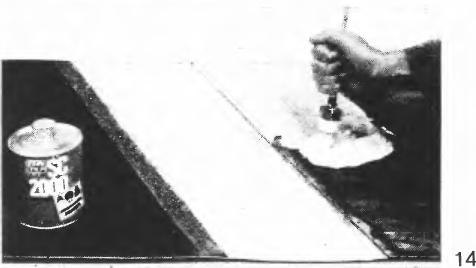
3. Края ленты и ступени ткани необходимо два раза смазать клеевой смесью (из клея SC 2000 и отвердителя RF), используя для этого коротко щетинную кисть. Первый слой нанесенной клеевой смеси должен полностью высохнуть (при проведении по нему тыльной стороной ладони клейкость ощущаться не должна) (рисунок 14).
Незадолго до того момента, когда подсохнет второй нанесенный клеевой слой, обе кромки ленты еще раз
смазываются смесью клея марки SC 2000 с RF отвердителем. Это позволяет обеспечить процесс одновременного высыхания смазанных слоев тканевых ступеней и смазанных краев ленты. Второй нанесенный слой клеевой смеси должен также подсохнуть, однако во время совмещения обоих ленточных концов должна сохраняться легкая клейкость.
В тех случаях, если тканевый корд выполнен из грубой ткани, его необходимо смазать трижды.
4. По окончании предписанной сушки нанесенных клеевых слоев, верхнюю часть ленты
необходимо наложить на нижнюю, центрируя их при этом.
Внимательно следует контролировать следующие моменты: точное совпадение ленточных краев и правильное расположение этих краев на одной прямой линии.
|
Рисунок 15 |
|---|

При выполнении этих действий смазанной ткани не касаться (для этого пользоваться тканью или ширтингом) (рисунок 15).
Убедиться в том, что края ткани ступеней обоих ленточных концов совпадают и не допустить образования нахлестки. Обе соединяемые поверхности совместить
5. Используя узкий ролик, прикатать место стыковки,
уделяя особое внимание стыковым зазорам и кромкам.
|
Рисунок 16 |
|---|
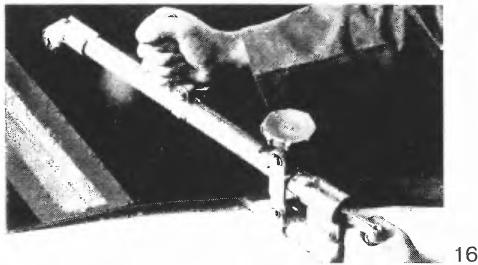
Используя ролик двухстороннего действия, всю стыковую поверхность прикатать дважды по направлению от середины наружу, не оставляя пропусков, при этом действовать поначалу роликом со слегка прикрученным регулировочным винтом, а потом с винтом, прикрученным сильнее (рисунок 16).
Процесс заполнения и перекрытия имеющихся стыковых зазоров
Необходимо особое внимание обратить на то, что при
стыковке конвейерных лент самоугосающего качества (в исполнении «V») следует использовать только предназначенные для стыковых зазоров полосы специального «V» качества!
|
Рисунок 17 |
|---|

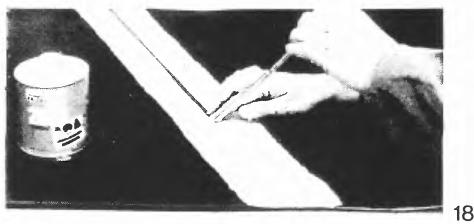
1. Стыковые зазоры дважды смазать клеевой смесью (клей марки SC 2000 с RF отвердителем). Дать просохнуть в соответствии с предписанием (рисунок 17).
2. При выявлении в ткани повреждения в виде выемки необходимо из пластины, предназначенной для выравнивания поверхностей (на обеих ее сторонах имеется заполняющая резина, содержащая CN
покрытие), выкроить подходящую полосу, которую затем смазать, подсушить и наложить на поврежденное место, сильно прикатывая узким роликом.
|
Рисунок 18 |
|---|
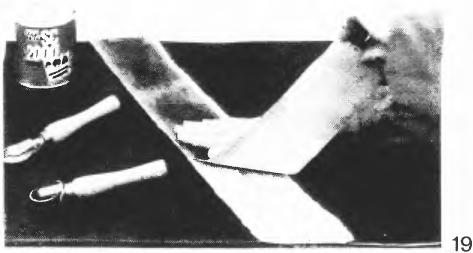
Все эти операции (наложение пластины, предназначенной для выравнивания поверхностей, прикатывание и смазка) необходимо повторять до тех пор, пока выемки в ткани полностью не заполнится (рисунок 18).
Срезать заподлицо всю выступающую резину. Смазать клеевой смесью (клей марки SC 2000 с RF отвердителем) заполненное место и дать ему полностью просохнуть.
3. Стыковые зазоры смазать клеевой смесью (клей марки SC 2000, содержащий RF отвердитель) и дать им подсохнуть. До момента полного высыхания этого нанесенного слоя, с полос, предназначенных для обработки стыковых зазоров, удалить защитную пленку, однократно покрыв их соединительным клеящим слоем, используя все тот же клей марки SC 2000 с RF отвердителем. Дать клею подсохнуть. При проверке намазанных слоев клея, нанесенных на полосы, предназначенные для стыковых зазоров, на тыльной
стороне ладони должно сохраняться ощущение легкой клейкости.
|
Рисунок 19 |
|---|
Далее необходимо наложить полосы, предназначенные для обработки стыковых зазоров (рисунок 19),
|
Рисунок 20 |
|---|
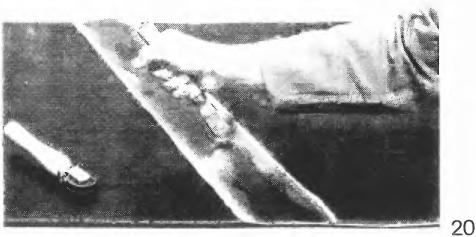
сначала слегка прикатать их, используя широкий ролик, потом продолжить прикатывание как можно сильнее узким роликом, (рисунок 20).
По окончании процесса стыковки оставить конвейерную ленту в положении покоя не менее чем на 2 часа. Лента может быть подвергнута натяжению только по истечении вышеуказанного временного периода.
Рекомендуемое

Ремонтный состав Scotchkote 352 BG

Ремонтное покрытие Scotchkote EG 503 Все товары >>>
НОВОСТИ
- 19.07.2016 Ремонт роликов стенда испытания тормозов
- 11.09.2015 Руководство по пилар-беддингу
- 01.05.2012 Обновленная продуктовая линейка Scotchkote от 3M
ЧАСТО ПОКУПАЮТ

Scotchkote Urethane Coating 165HB