Клеевые технологии - советы по использованию
Советы по использованию клея
Области нанесения
Наиболее оптимальным вариантом является равномерное распределение клея по всей площади соединяемых поверхностей деталей. На практике клей чаще всего наносится на контактную поверхность одной из деталей (или на обе детали) в виде сплошного кольца, что также позволяет получить хороший результат. При соединении цилиндрических поверхностей, имеющих большую длину, наносятся несколько таких колец. Чтобы убедиться в полноте заполнения зазора клеем, рекомендуется до начала производства провести ряд соответствующих испытаний.
Глухие отверстия
Когда монтаж деталей осуществляется в глухие отверстия, то под действием сжатого воздуха клей начинает выдавливаться из соединения. Избежать этого можно при наличии отверстия для выхода клея, либо используя метод предварительного нанесения клея на дно отверстия. При использовании данного метода в процессе сборки соединения клей, под воздействием гидравлического давления, будет постепенно вытесняться в направлении вставляемой детали, полностью покрывая соединяемые поверхности. (см. рис. 1).
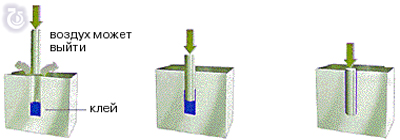
Рис. 1: В процессе монтажа деталей в глухие отверстия выдавливания клея сжатым воздухом наружу можно избежать, нанося продукт на дно отверстия, используемого в качестве "клеевого резервуара".
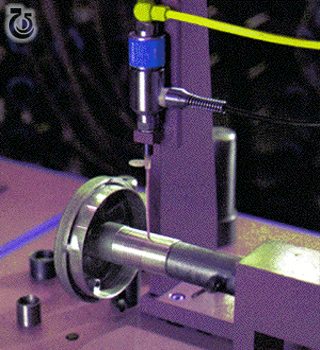
Рис. 2: Пример нанесения клея в виде спиралевидного валика на статорную втулку. При сборке клей равномерно распределяется по склеиваемым поверхностям.
Способы нанесения продуктов
Нанесение продуктов Loctite может осуществляться непосредственно вручную, с использованием емкостей объемом в 10, 50 или 250 миллилитров, имеющих специальные насадки.
Компанией Loctite осуществляет выпуск широкого ряда оборудования, разработанного для нанесения клеев ручным, полуавтоматическим и автоматическим способами.
Компанией Loctite выполняются заказы на производство нестандартного оборудования, учитывающего специфические требования к процессу нанесения продуктов. Данное оборудование может быть как роботизированным, так и полуавтоматическим. Это оборудование может функционировать автономно, а также возможно его интегрирование, как в новые, так и в уже существующие процессы производства.
Монтаж деталей
Процесс склеивания деталей с зазором
Чтобы при соединении деталей улучшить распределение продукта по соединяемым поверхностям, следует одну деталь слегка провернуть относительно другой.
В тех случаях, когда необходимо точно соблюсти центровку или соосность, на начальном этапе полимеризации клея детали фиксируются. При этом только после соединения деталей допускается их позиционирование. В противном случае может нарушиться сформированная полимерная цепочка и снизиться конечная прочность соединения в целом.
Процесс клеевого соединения деталей с натягом
Использование комбинации методов прессового и клеевого соединения деталей позволяет значительно увеличить прочность соединения. Однако при этом будет значительно увеличиваться усилие монтажа (см. рис. 82), следовательно, должна происходить и соответствующая корректировка давления. Выполнение сборки с использованием высоких скоростей перемещения монтируемых деталей (порядка 1000 мм/мин) позволит снизить усилие монтажа с 30 до 40 процентов (в сравнении со скоростью выполнения обычной запрессовки).

Рис. 3: Монтаж подшипников с помощью анаэробного клея.
Процесс клеевого соединения деталей с нагревом
В процессе такого соединения внешнюю деталь (втулку) необходимо нагреть до температуры, не превышающей 200 градусов Цельсия. Величина рекомендуемого зазора при сборке должна составлять 0.1 процент от номинального диаметра (минимальный зазор - 0.01 мм). На поверхность детали (вала), не подвергающейся нагреву, клей наносится в виде сплошного слоя.
При повышении температуры происходит ускорение клеевой полимеризации. По этой причине в данном случае следует осуществить монтаж с первого раза, без последующего позиционирования.
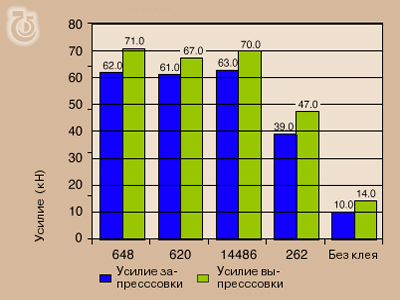
Рис. 4: Сопоставление усилий выпрессовки и запрессовки соединения с использованием прессовой посадки.
Диаметр пальца: - 20 миллиметров
Размеры втулки: внутренний диаметр - 20 миллиметров,
внешний диаметр - 40 миллиметров
Длина соединения: 24 миллиметра
Процесс полимеризации клея
Продукция Loctite, используемая для склеивания деталей, имеющих цилиндрическую форму, может отверждаться в условиях комнатных температур. Однако у каждого типа такой продукции имеется свой установленный скоростной фактор полимеризации. Как показывает практика, наилучшие результаты достигаются при отсутствии воздействия на клеевую сборку какой-либо нагрузки до того момента, пока клей не приобретет окончательную прочность.
Процесс демонтажа и повторной сборки
В процессе нагревания (максимальное значение - 250 градусов Цельсия) уменьшается прочность анаэробных клеев, что позволяет осуществлять разборку деталей посредством обычных приспособлений и инструментов. В тех случаях, когда демонтаж склеенного соединения производится систематически, рекомендуется применять анаэробные клеи, имеющие соответствующие температурные и прочностные характеристики. В случае выполнения повторной сборки необходимо удалить остатки прежнего заполимеризованного продукта.
Клеи, используемые для технического обслуживания и ремонта
Используя анаэробные клеи, можно эффективно отремонтировать изношенные части. Например, с помощью анаэробных клеев можно зафиксировать в гнезде выпавший из корпуса или провернутый подшипник. Таким образом, можно продлить срок службы изношенных валов, корпусов и других деталей промышленного оборудования. При наличии в соединениях больших зазоров может потребоваться проведение выравнивания и центрирования деталей. В тех случаях; когда размеры зазоров чрезмерно велики, и их невозможно заполнить клеем, фиксацию деталей можно произвести, используя промежуточные металлические втулки.
Рекомендуемое

Ремонтный состав Scotchkote 352 BG

Ремонтное покрытие Scotchkote EG 503 Все товары >>>
НОВОСТИ
- 19.07.2016 Ремонт роликов стенда испытания тормозов
- 11.09.2015 Руководство по пилар-беддингу
- 01.05.2012 Обновленная продуктовая линейка Scotchkote от 3M
ЧАСТО ПОКУПАЮТ

Scotchkote Urethane Coating 165HB