Набивки сальниковые арматурные. Установка
Инструкция по установке сальниковых арматурных плетеных набивок
Инструкция по установке сальниковых арматурных плетеных набивок
1. Перед установкой новых сальниковых арматурных плетеных набивок сальниковая камера и шток полностью очищаются от старой набивки. Затем следует обследование штока, с целью выявления глубоких зарубок и следов износа. При обнаружении значительных дефектов, потребуется выполнить механическую обработку изношенных деталей или произвести их полную замену.
2. Для заполнения сальниковой арматурной камеры используются ранее сформованные набивочные кольца. Разрез на кольцах должен быть диагональным. Набивочные кольца наилучшим образом разрезаются на оправке, имеющей тот же самый диаметр, что и шток в области сальниковой камеры. При отсутствии износа штока разрезку колец можно осуществить вне сальниковой камеры на самом штоке.
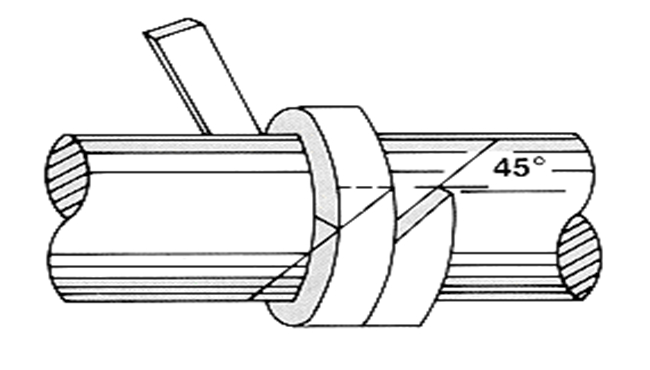
Разрезка колец на штоке
Набивка наматывается на оправку плотно, однако, без приложения чрезмерных усилий. Кольцо разрезается и устанавливается в сальниковую камеру, при этом необходимо убедиться в том, чтоб оно должным образом заполнило набивочное место. Аналогичным способом могут быть разрезаны все дополнительные кольца или можно использовать первое кольцо в качестве образца, с которым при разрезании можно сравнивать другие кольца.
Если оправка отсутствует, то расчет длины кольца сальниковой набивки производится с помощью следующей формулы:
Длина кольца набивки = (S + D) * K *π
где:
S – сечение сальниковой набивки
D – диаметр вала
К = 1,03 для D больше 100 мм
К = 1,07 для D = 50-100 мм
К = 1,1 для D меньше 50 мм
Набивочные кольца должны быть правильного размера, поскольку в противном случае значительно сократится срок службы набивки.
3.Кольца необходимо устанавливать плотно. Точка, в которой осуществляется стыковка следующего кольца, должна располагаться относительно места стыковки предыдущего кольца со сдвигом на 90 градусов (как минимум). Все кольца должны быть очень плотно посажены на свои места. По окончании установки в сальниковую камеру всех предварительно подготовленных колец, их следует слегка поджать с помощью грундбуксы, при этом стараясь не допускать ее перекоса.
4. При поджатии новой сальниковой набивки шток арматуры требуется постоянно проворачивать, во избежание заклинивания арматуры (по причине чрезмерного поджатия сальниковой набивки).
5. По истечении первых 24 часов работы арматуры сальниковую набивку следует дополнительно подтянуть (это рекомендуется проделывать даже в тех случаях, когда во время работы подтекание отсутствовало), одновременно осуществляя контроль над усилием вращения штока.
Порядок установки фторопластовой сальниковой набивки, предназначенной для арматур серии DP
По своему внешнему виду фторопластовые сальниковые набивки для арматур серии DP представляют собой белые шнуры с круглым сечением следующих типоразмеров: 2.5; 4; 6; 8; 10; 13 и более миллиметров, со следующими техническими параметрами:
Т = от - 240 до + 255 градусов Цельсия
P = 50 кг/см
PH = от 0 до 14
Необходимо, чтобы выбранный типоразмер максимально соответствовал размеру сальниковой камеры. Если типоразмер набивки точно не соответствует типоразмеру сальникового узла, используется набивка, имеющая меньшее сечение.
При набивке сальниковых камер арматур необходимо учитывать следующее:
- Набивку сальниковых узлов выполняют в виде спирали. При этом количество полных витков за одно поджатие не должно быть более пяти и менее четырех.
- В результате поджатия набивочных материалов их первоначальные размеры должны измениться в меньшую сторону в 2 раза (не менее). Начальный размер набивочного материала определяется путем умножения количества витков на сечение используемой набивки.
- При значительной изношенности штока и достижении предельных рабочих параметров, количество используемых витков набивки должно быть более пяти. В такой ситуации первоначально необходимо выполнить двукратное поджатие первых четырех витков, после чего произвести навивку следующих витков и завершить поджатие сальниковой набивки.
Рекомендуемое

Ремонтный состав Scotchkote 352 BG

Ремонтное покрытие Scotchkote EG 503 Все товары >>>
НОВОСТИ
- 19.07.2016 Ремонт роликов стенда испытания тормозов
- 11.09.2015 Руководство по пилар-беддингу
- 01.05.2012 Обновленная продуктовая линейка Scotchkote от 3M
ЧАСТО ПОКУПАЮТ

Scotchkote 80EG 531