Герметизация труб
Герметизация трубных соединений
Резьбовые трубные соединения, используемые во все еще несовершенных процессах механических сборок, нуждаются в дополнительной герметизации. Для решения данной задачи предлагается множество прошедших тщательную проверку и одобренных продуктов.
О герметизации резьбы
Применение резьбовых герметиков позволяет предотвращать утечку жидкостей и газов в трубных соединениях. Все подобные соединения из-за колебания температур, изменения давления или воздействия вибрации рассматриваются как "динамические".
Виды используемых резьб
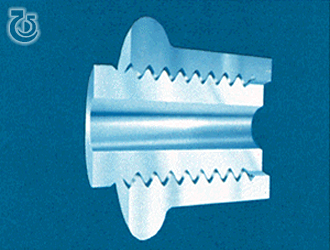
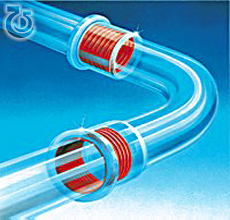
Рис. 1: Вид резьбового соединения, имеющего на обоих элементах параллельную резьбу.
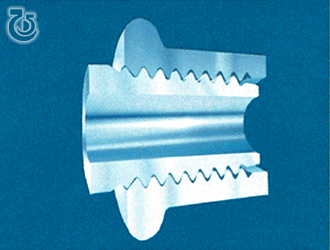
Рис. 2: Вид конусно-цилиндрической резьбовой сборки.
1. Стандартная американская коническая трубная резьба, иногда называемая национальной трубной резьбой (NPT) или конической резьбой.

2. Европейские серии резьб, имеющие цилиндрические внутренние и конические внешние резьбы.
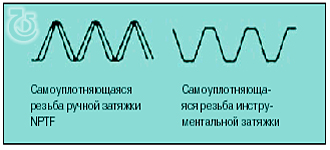
3. Стандартное американское сухое уплотнение. Данная серия имеет коническую резьбу с усеченной формой.
4. Резьбы прямые - метрические или резьбы SAE (Стандартные американо-европейские).
О типах уплотнений
Одним из старейших методов, используемых для герметизации резьбовых спиральных зазоров, являются неотверждаемые трубные компаунды. Уплотнения этого вида представляют собой специальные пасты, изготовленные из наполнителей и масел. Преимущества данного метода заключаются в одновременной смазке соединений и предотвращении заеданий в резьбах, без их фиксации. Недостатками является возможное выдавливание уплотнения из зазоров резьб под давлением, слабая химическая стойкость и непригодность для герметизации метрических резьбовых соединений.
Содержащие растворители трубные компаунды представляют собой высыхающие герметики. Это тоже довольно устаревший способ герметизации резьб. Преимущества метода: застывание в зазорах, повышающее устойчивость к выдавливанию компаунда под давлением, и обеспечение смазки резьбового соединения. Среди недостатков можно назвать наличие в процессе полимеризации усадки, вызванной испарением растворителей. Чтобы минимизировать резьбовые зазоры необходимо повторно затянуть фитинги. Фиксация соединения происходит в результате трения.
Политетрафторэтиленовая (PTFE) лента, больше известная как тефлоновая или фторопластовая лента. Она создает неплохую начальную герметизацию и повышает устойчивость к разрушительному воздействию различных химических веществ. Кроме того, тефлоновая лента является единственным органическим герметиком, используемым при работе в кислородной среде. К преимуществам относятся: легкость при сборке (благодаря наличию смазывающих свойств), хорошая химическая стойкость.
Недостатком тефлоновых лент является особенность монтажа: он осуществляется по направлению, противоположному направлению завинчивания резьбового соединения, а это может вызвать его последующее ослабление. При этом в результате динамических нагрузок сползание ленты может ускориться, что через некоторое время приведет к разгерметизации соединения. Кроме того, смазывающий эффект может вызвать дополнительные нагрузки, стать причиной перетягивания соединения или его разрушения. Использование тефлоновых лент в гидравлических системах нежелательно, по причине возможной закупорки магистралей обрывками разорвавшейся ленты, что ведет к возникновению серьезных затруднений в процессе ремонта и техобслуживания. Teflon является зарегистрированной маркой E.I. DuPont de Nemours Co., Inc.
Пластичный металл. Строго говоря, его нельзя назвать уплотнением, однако конструкторами часто используются сухоуплотняемые фитинги, теоретически, не требующие использования дополнительных средств в виде герметиков. Основное преимущество: при использовании точной механической обработки соединяемых деталей, созданная конструкция позволяет получить хорошие результаты. Недостатки: сложность соблюдения необходимых допусков и высокие расходы на механическую обработку.
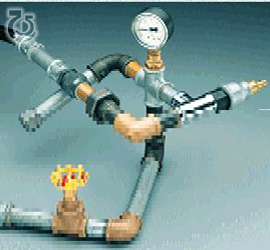
Рис. 3: Корпорацией Loctite предлагаются герметики для всех существующих резьбовых соединений.
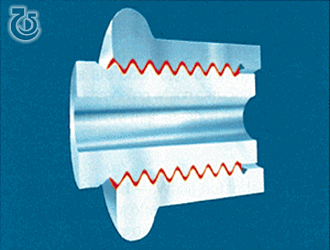
Рис. 4: Продукты Loctite герметизируют независимо от усилий затягивания резьбовых соединений.
Производимые корпорацией Loctite герметики являются анаэробными уплотнителямии, которые при полимеризации образуют нерастворимую, жесткую пластмассу, заполняющую резьбовой зазор, в результате чего, независимо от усилия заворачивания соединения или рабочего давления, предотвращается утечка.
Основные преимущества:
- легкий монтаж из-за хороших смазывающих свойств
- способность уплотнять резьбу независимо от приложенного усилия заворачивания
- способность сохранять функциональность даже при скачках давления, вплоть до разрушения трубы
- обеспечение обусловленного усилия демонтажа соединения
- неотверждаемость на внешних поверхностях соединений, позволяющая легко удалять излишки продукта.
- не нуждаются в наполнителях при монтаже фитингов в критических местах гидравлических стыков
- самая низкая стоимость, получаемая при расчете одного соединения
- легкость при использовании на поточных линиях
- некоторые виды герметиков Loctite можно наносить предварительно.
Имеющиеся недостатки:
- не могут использоваться для создания уплотнений, функционирующих в среде сильных окислителей и кислорода
- не могут использоваться при герметизации соединений, функционирующих при температуре превышающей 200 градусов Цельсия
- не рекомендуются для использования в соединениях, диаметр которых больше M80 (R3")
Об основных факторах, влияющих на герметизацию резьбовых соединений
Выбирая герметик, следует заранее учитывать и знать множество факторов, оказывающих влияние на работоспособность соединения на протяжении всего срока его эксплуатации. Подбирать герметики необходимо с учетом их долговечности и надежности. При эксплуатации любого оборудования недопустимо наличие протечек масла или любых иных веществ. Герметичность соединений должна сохраняться и при сильнейших вибрациях, и при воздействиях химических веществ, и при колебаниях давления или нагреваниях.
Протечки в соединениях могут образовываться даже после их точной механической обработки и качественного монтажа резьбовых соединений, предназначенных для труб. Они могут также возникнуть из-за шероховатостей на рабочих поверхностях резьб. Чтобы предотвратить негерметичность необходимо, чтобы у герметика была достаточная смачивающая способность, необходимая для более качественного покрытия поверхности резьб. Диаметр резьб также имеет немаловажное значение: уплотнитель, который был разработан для фитингов с 8-ми миллиметровым диаметром, не может использоваться на 80-ти миллиметровых фитингах.
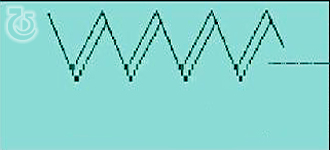
Многими уплотняющими материалами резьбовой зазор заполняется неполностью. Процесс герметизации, при этом, происходит преимущественно за счет значительного усилия прижима соединяемых рабочих поверхностей и вдавливания уплотняющего материала в микронеровности, имеющиеся на резьбовой поверхности. Работа сухоуплотняемых соединений осуществляется при постоянном контактном напряжении. Однако, для динамических соединений это зачастую невозможно по следующим причинам:
- Для создания специальных изгибов, колен, или при подгонке труб, трубные соединения нередко нагревают, в результате чего контактное напряжение снижается.
- Из-за вибрации может произойти перемещение и износ рабочих резьбовых поверхностей в точке ослабления. В особенности этому подвержены гибкие гидравлические шланговые соединения.
- При относительном взаимоперемещении соединенных деталей может произойти вытеснение из соединения ленточных герметиков.
Анаэробными герметиками Loctite резьбовые зазоры заполняются полностью, при этом создается полная герметизация соединения. Подобранный правильно герметик гарантирует соединению необходимую прочность, что препятствует относительному перемещению соединяемых деталей, в большинстве случаев являющемуся причиной образования протечек.
О легкости сборки-разборки
Наносить анаэробные герметики корпорации Loctite можно при помощи полуавтоматического и автоматического оборудования или вручную. Излишки продукта с поверхности удаляются легко - путем стирания или смывания.
Использование в процессе сборки традиционных трубных компаундов является неудобным, по причине медленного их действия, невозможности обеспечить чистоту монтажа и из-за необходимости создания такого усилия затяжки, которое обеспечит оптимальное контактное напряжение. Использование тефлоновой ленты требует наличия определенных навыков для избегания перенапряжения в корпусных литых деталях и резьбовых трубных соединениях.
При помощи резьбовых герметиков Loctite обеспечивается быстрота и чистота сборки, проста нанесения непосредственно из дозаторов или емкостей различного типа. Во время сборки конических или цилиндрических резьбовых соединений герметик необходимо наносить и на внутреннюю, и на наружную резьбу. Анаэробными продуктами заполняются резьбовые зазоры, в результате чего усилия затяжки в соединениях становятся менее критичными.
Кроме того применение герметиков Loctite позволяет обеспечить простую разборку при очередном ремонте, что становится возможным, благодаря отсутствию в обработанной ими резьбе задиров и коррозии. Проникновение в такое соединение влаги или иных коррозирующих химических веществ исключено. Наличие у герметиков Loctite стопорящих свойств не препятствует осуществлению демонтажа резьбового соединения обычными инструментами.
Об отсутствии угрозы загрязнения системы
Внутрь герметизируемого трубопровода может проникнуть любой уплотнитель. В гидравлических системах, имеющих небольшие проходные каналы, особенно опасно использовать ленты с тефлоновым покрытием. Анаэробные герметики в большинстве жидкостных систем работают хорошо, так как не имеют подобных негативных свойств.
О стойкости к воздействиям химических веществ
По окончании полимеризационного процесса герметики Loctite обретают устойчивость к разрушительным воздействиям большинства промышленных газов и жидкостей. Сведения о химической стойкости анаэробных продуктов имеются в специальной технической документации.
Об экологической безопасности
У отвержденных резьбовых герметиков Loctite низкая токсичность, поэтому их часто используют в пищевой промышленности. При этом применение герметиков каждый раз необходимо согласовывать с требованиями по защите здоровья потребителей, предъявляемыми местными властями.
О рабочей температуре
Резьбовые герметики Loctite, сведения по которым представлены в следующей таблице, могут функционировать при рабочих температурах от -55 градусов Цельсия до +150 градусов Цельсия (от -65 до +300 градусов по Фаренгейту). При кратковременных воздействиях на герметики более высоких температур существенных изменений их герметизирующих свойств не происходит
Когда рабочая температура соединения становится выше 150 градусов Цельсия, следует использовать продукт Loctite 272, с рабочей температурой до 232 градусов Цельсия (450 градусов по Фаренгейту), получивший широкое распространение во всем мире. Перед его использованием рекомендуется провести предварительные испытания. Для демонтажа соединений после проведения испытаний может потребоваться нагреть их до 260 градусов Цельсия (500 градусов по Фаренгейту).
Рекомендуемое

Ремонтный состав Scotchkote 352 BG

Ремонтное покрытие Scotchkote EG 503 Все товары >>>
НОВОСТИ
- 19.07.2016 Ремонт роликов стенда испытания тормозов
- 11.09.2015 Руководство по пилар-беддингу
- 01.05.2012 Обновленная продуктовая линейка Scotchkote от 3M
ЧАСТО ПОКУПАЮТ

Scotchkote 165 XS (Copon Hycote 165 XS)