Ослабление резьбовых соединений
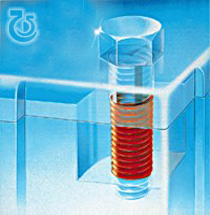
При использовании в резьбовых соединениях анаэробного фиксатора резьбы они обретают большую долговечность, одновременно предотвращается формирование задиров при сборке и ослабление при вибрационном воздействии.
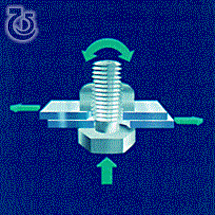
Зависимость прочности резьбовых соединений от воздействия крутящего момента или нагрузок на сборку поперек и/или вдоль оси болта.
О причинах ослаблений резьбовых соединений
Изобретенный Архимедом в 287-212 годах до нашей эры водяной винт стал отправной точкой в создании резьбовых соединений - самого распространенного способа крепления разъемных деталей, широко применяемого до настоящего времени в машиностроении, в различных конструкциях, при ремонте и монтаже оборудования. В производстве они стали до такой степени привычными, что их функционирование подробно и обстоятельно не анализируется. Имеется два наиболее существенных фактора снижающих прочность резьбового соединения:
- Самоотвинчивание.
- Ослабление усилия затяжки.
О самоотвинчивании
По завершении процесса фиксации в болтовом соединении образуется нагрузка сжатия, поскольку болт затягивается, словно пружина и гайка, перемещаясь к головке болта, начинает создавать между фиксируемыми частями сжимающую силу. Как только напряжение сжатия исчезает, возникают условия, способствующие откручиванию гайки. Существующее в резьбе, а также между гайкой и головкой болта трение затрудняет затяжку болта. Математически это можно представить в следующем виде:
TL = FV x d x mth/(2 x cosr) + FV x dh x mh/2-FV x d x tanf/2
Здесь:
TL = значение равнодействующего усилия на болт после затяжки
FV = значение напряжения в болте
d = значение диаметрального шага резьбы
dh = значение действительного диаметра головки
f = значение винтового угла резьбы
r = значение резьбового полуугла (согласно резьбовому стандарту ISO - 30 градусов)
mth = значение коэффициента резьбового трения
mh = значение коэффициента трения между прилегающей поверхностью и головкой болта (при неподвижной гайке)
Когда на резьбовое соединение воздействуют переменные нагрузки или вибрация, снижается вызванный трением эффект блокировки, что позволяет гайке скользить по резьбе свободно, уменьшая силу сцепления. Вибрационные воздействия могут быть в поперечном или продольном направлении, а также комбинированными, действующими в обоих направлениях. Наибольшую опасность представляют поперечные вибрации и знакопеременные горизонтальные нагрузки. Они довольно быстро приводят к ослаблению обычных незафиксированных резьбовых соединений. При чередовании продольных вибраций и осевых нагрузок ослабление резьбовых соединений менее значительно.
О предотвращении самоотвинчивания
Перечисленные далее методы препятствуют процессу самоотвинчивания в стандартных резьбовых соединениях:
- Применение болтов высокой прочности позволяет усилить их затяжку, создавая напряжения, необходимые для того, чтобы предотвратить относительные перемещения.
- Использование конструкций, обладающих повышенным соотношением L/d (где L - это длина болта, а d - его диаметр), увеличивает упругость соединения. Как правило, оптимальным соотношением является L/d больше 6.
- Обработав опорные поверхности гаек и болтов, коэффициент трения можно увеличить.
- При использовании резьбового фиксатора для поперечных сдвигов сокращается степень свободы, так как резьбовые зазоры заполняются клеем полностью и по завершении его полимеризации, благодаря межвитковому соединению, повышается трение резьбовой поверхности.
- Создавая механическую связь (болты с плотной посадкой, сварные точки и т.д.) проскальзывание в резьбе можно ограничить.
Об ослаблении усилия затяжки
В результате изменений осевых нагрузок на болт, а также температурного режима, происходит увеличение длины болта и, как результат, уменьшение усилия затяжки. Причиной подобного уменьшения может быть и деформация прокладочного материала. Изменение в длине может произойти при:
- Проседании, когда шероховатые поверхности контактирующих деталей (например, шайбы, гайки) под воздействием давления болтового натяжения деформируются.
- Проскальзывании, когда давление на опорную поверхность гаек или болтов выше сопротивления сжатия материалов соединяемых деталей.
О способах предотвращения уменьшения усилия затяжки
Ослабления усилия затяжки в значительной степени можно избежать, если упругость соединения увеличить до такой величины, при котором предполагаемые величины проскальзывания и проседания скомпенсируются. Осуществить это возможно следующими методами:
- Использованием болтов с большим отношением L/d (где L - это длина болта, а d - его диаметр);
- Использованием фланцевых гаек и болтов совместно с закаленными и упрочненными шайбами, снижающими давление на поверхность и тем самым уменьшающими вероятность проседаний на опорные поверхности;
- Использованием гаек и болтов, оснащенных шайбами с вогнутыми поверхностями или напрессованной пружинной шайбой;
- Использованием тарельчатых пружин или конических пружинных шайб.
Рекомендуемое

Ремонтный состав Scotchkote 352 BG

Ремонтное покрытие Scotchkote EG 503 Все товары >>>
НОВОСТИ
- 19.07.2016 Ремонт роликов стенда испытания тормозов
- 11.09.2015 Руководство по пилар-беддингу
- 01.05.2012 Обновленная продуктовая линейка Scotchkote от 3M
ЧАСТО ПОКУПАЮТ

Densit® Primer